The Internet of Things on AWS – Official Blog
How KAMAX connected their industrial machines to AWS in hours instead of weeks
This post was co-authored by Praveen Rao, Principal GTM leader, Mfg and Supply Chain at AWS; Adrian Weiss, Product Manager and Senior Data Scientist at nexineer; Nicolas Byl, Director Software Engineering at nexineer; Jill Mannaioni, Vice President Americas at CloudRail; and Philip Weber, Senior Partner Manager, EMEA and APJ at CloudRail.
Every manufacturing customer these days is talking about Industry 4.0, digital transformation, or AI/ML, but these can be daunting topics for manufacturers. Historically, connecting industrial assets to the cloud has been a large and complicated undertaking. Older assets increase the complexity, leaving many manufacturers with legacy equipment stalled at the starting gate. KAMAX, a player for cold forming parts in the sector of steel processing, shows that it is not only possible to transform, but can be easy when working with the right partners. KAMAX wanted a fully managed shop floor solution to acquire data from industrial equipment, process the data and make it available fast, to improve their operational efficiency. KAMAX employed their subsidiary and digital incubator, nexineer digital, Amazon Web Services (AWS) and CloudRail to help. This Industrial IoT collaboration increased manufacturing efficiency and effectiveness within their plants by automating and optimizing traditionally manual tasks, increasing production capacity, and optimizing tool changeover times (planned downtimes) of machines. This solution helped KAMAX realize quantifiable time savings of 2.5% – 3.5%.
Production challenges
KAMAX aims to set standards in the areas of manufacturing innovation, quality, and profitability. To remain competitive while still increasing profits, KAMAX wanted to take advantage of advanced technologies that were unavailable when their plants were built. KAMAX and nexineer theorized that an Industrial IoT (IIoT) solution would help better manage and report on production output, better manage order fulfilment accuracy and could also increase production output by automating manual tasks. This would allow them to assign skilled operators to higher value tasks, a benefit in the current tight labor market. So, their search for an IIoT solution began.
KAMAX manufactures fasteners and complex formed parts for mobility and beyond. A cold heading machine at KAMAX produces an average of 2 bolts per second, which fall directly from the machine onto a conveyor belt. Output was not tracked or managed in real-time, but relied on periodic bulk weight measurements. This entailed transferring the produced pieces in large containers across the factory to the scale. The manual weighing process took roughly 3 minutes and was done up to 16 times per shift in just one production facility. Not only was this process time consuming, it hindered KAMAX’s ability to gain real-time insights into their production output, which delayed reporting by up to 60 minutes.
Solution walkthrough
KAMAX’s goal was to eliminate the labor-intensive manual inventory count and redirect those employees and their efforts to higher value production tasks as well as to enable remote monitoring of their machines for production-related issues. KAMAX intended to count the bolts as they are produced rather than estimate the number by weighing them afterwards.
nexineer’s leadership narrowed its evaluation down to two types of potential solutions: either a camera-based system or a sensor-based system. Although the camera-based system worked well with a high degree of accuracy, it proved to be too high of an investment within the constraints of this project, from the initial startup costs to running costs and ongoing maintenance costs. In addition, a camera-based system posed many concerns and potential hurdles with the German labor unions and European data protection laws (GDPR), specifically regarding recording images of people working within a factory environment and privacy issues associated with that.
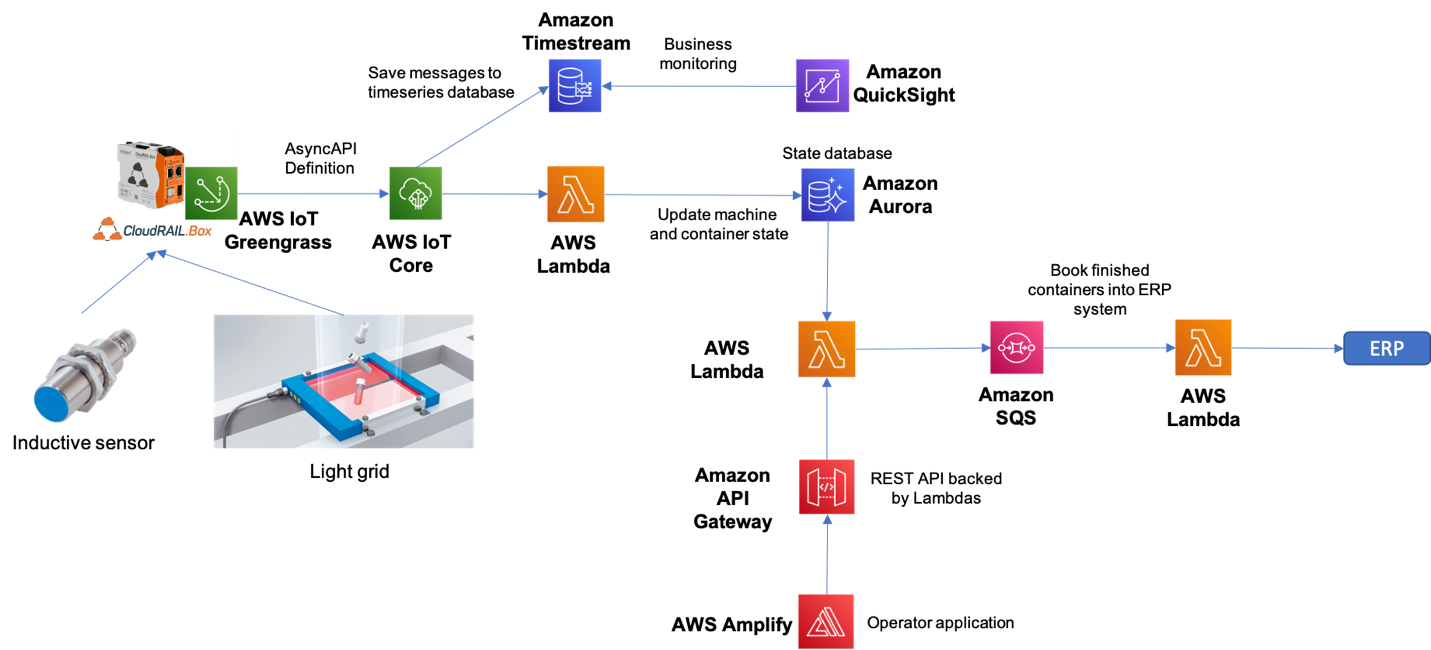
nexineer’s next move was to evaluate a sensor-based solution. They thought that collecting operational technology (OT) data from sensors and migrating it to AWS might be difficult and require additional investments in personnel and expertise. However, in collaboration with AWS and CloudRail, they learned this was not the case. To count the number of bolts, the machine was retrofitted with a light grid sensor that could detect a new object every 0.2ms. CloudRail’s edge gateway provided a quick, secure, and efficient OT to AWS connectivity solution allowing KAMAX to connect their first machine and send piece counting data to AWS in a matter of hours.
KAMAX’s maintenance team installed the high-resolution light grid sensor on the machine. The sensor let them detect objects as small as 2 mm and conduct complex volume calculations with maximum precision and reliability. From there, the KAMAX team set up the CloudRail.Box gateway in a nearby cabinet along with an IO-Link Master and supplied it with internet access. Through the CloudRail Device Management Cloud (DMC), they completed the remote setup and configuration in minutes without requiring any IoT experts onsite.
The CloudRail.Box gateway runs and uses AWS IoT Greengrass to prepare the time series data before sending it to AWS IoT Core. Once in AWS IoT Core, KAMAX used AWS Lambda functions to generate production count KPIs and to monitor the overall machine performance. This data was shared through a mobile application, built using AWS Amplify, for production staff, and pushed into the SAP Enterprise Resource Planning (ERP) system through REST APIs for order fulfillment. With these changes KAMAX can now count exactly how many products are associated with each order vs estimating based on the weight as done before.
“The combination of AWS and CloudRail enable our development teams to setup and validate new use-cases within hours instead of days and weeks. With the heavy lifting of data ingestion taken away, they can focus on building applications and processes that bring the business forward instead of fighting with infrastructure topics. Together with the operational excellence AWS brings to the table, we can easily move these solutions forward and scale them throughout the whole global organization. With AWS and CloudRail we can live out our passion, to create lean, creative and successful digital solutions.” said Tobias Haungs, Managing Director of nexineer digital GmbH.
Solution architecture
Business benefits
KAMAX saw several significant benefits after implementing the monitoring systems. First, the near real-time condition monitoring of the machines allowed operators to handle production-related issues proactively versus reactively. This freed up 2.5% – 3.5% of the operators’ time for higher value tasks. Second, KAMAX used the real-time insights to schedule the forklift routes (used to resupply the machines with raw materials and transport the produced goods to the next process step), further reducing unproductive waiting times. Third, the accurate real-time product tracking within the entire supply chain has allowed KAMAX to improve how they plan production operations, something that was not possible with the old, manual weighing process.
CloudRail’s fleet management capabilities that allow remote security patches combined with AWS’ Well-Architected Framework will ensure that the solution continues to operate reliably and securely.
“Speed and flexibility are crucial for many matters. KAMAX is a solution partner for our customers and suppliers. We challenge innovation and digitalization on a high priority. With this target, we created our digital innovation force nexineer digital GmbH. Their solution with CloudRail and built on AWS is a great example. With this creative combination we easily scale transparency of our machine data, we automate our production, and we improve the throughput and quality of our core processes to create a highly flexible and integrated smart factory for KAMAX.” said Jörg Steins, CEO KAMAX Group.
Conclusion
KAMAX’s Industrial IoT solution addresses many of the challenges experienced by industrial customers who want to gain more insights on their production through remote monitoring of the equipment. Their solution features a unique way of using light grid sensors to count products in real-time, in restricted environments where using a camera is not feasible. The solution also showcases how Industrial IoT can be leveraged to automate order fulfillment with accurate automated product counts instead of using labor intensive manual weighting methods resulting in improved customer satisfaction.
To learn more about AWS IoT services and solutions, visit AWS IoT or contact us. To learn more about KAMAX visit their website. Visit CloudRail to learn more about their fully managed plug-and-play solution that acquires data from industrial environments.
About the Authors
 |
Praveen Rao serves as the Principal GTM leader in the AWS Worldwide Specialist Organization (WWSO) at Amazon. In his current role, Praveen is responsible for global strategy, growth initiatives and Partner ecosystems for the IoT business in the Manufacturing and Supply Chain vertical. Praveen has over 20 years of industry experience in multiple areas of Manufacturing, Supply Chain, and business process improvement. Prior to Amazon, he served at IBM as a Managing Director for Supply Chain solutions, where he led strategy, GTM initiatives, and partner ecosystems. |
 |
Jill Mannaioni is a seasoned digital technology executive with nearly 25 years of experience in the IT industry. For CloudRail, Jill leads the Americas operations working closely with AWS and enterprise customers in solving the challenge of connecting factory floors and industrial assets to AWS Cloud services. |
 |
Philip Weber is the CloudRail Senior Partner Manager for EMEA and APJ. He is responsible for CloudRail’s collaboration with AWS, as well as the close collaboration with IT system integrators and large-scale customers in the respective regions. Philip has an engineering background and 10 years of experience in IoT, industrial automation, lean manufacturing, and production processes with companies such as Schneider Electric and Phoenix Contact. |
 |
Nicolas Byl discovered his passion for distributed systems while studying medical informatics. After oscillating between Dev, Sec, and Ops he is currently working on the smart factory at nexineer digital GmbH. As Director of Software Engineering, he is responsible for all teams building and operating great solutions for internal and external customers. |
 |
Adrian Weiss developed his enthusiasm for data-driven decision-making during his time in quantitative fund management. Through his work as a Data Scientist at Europe’s largest airline, he analyzed immense amounts of existing data and developed an interest in gathering data from the physical world. Today, Adrian works at nexineer and focuses on IoT and covers the entire value chain of data-driven processes. |